Economically and reliably clean: Process optimisation in aqueous parts cleaning
As quality-assuring production step, parts cleaning is becoming increasingly important. At the same time, it is subject to an immense optimisation pressure, as increasingly scarce time and budget specifications demand a cleaning operation that uses less resources. But how does one best proceed with process optimisation?
As a result of their variable parameters, such as water, temperature, detergent and mechanics, aqueous parts cleaning systems turn out to be very flexible and versatile. They are able to meet even intricate requirements profiles. If production- and cleanliness-relevant parameters change, these systems offer a multitude of advanced optimisation possibilities. To find the right variables to adjust amidst this wide array of possible configurations, production managers should follow a fixed search grid.
Observation and documentation: Recognising potentials
Constant and thorough observation of parts cleaning is the inevitable starting point for a systematic process analysis. If this step is implemented as fixed component of the cleaning procedure, it will be easier to identify and understand both sources of error and potentials. However, the scrutiny should not be restricted to the cleaning process, but thoroughly examine the entire production environment. Even smallest changes to the parts geometry, the component range or the upstream or downstream production steps can affect the sensitive cleaning process and its effectiveness. By means of comprehensive observation it is possible to reveal whether the cleanliness requirements are still adequately met, whether this is achieved within the specified time and in an economic and effective manner or whether an improvement is necessary. The earlier a need for optimisation is detected, the faster new solutions can be worked out and economic parts cleaning be pursued.
Requirements profile and problem analysis: Defining and correcting cleanliness values
Another non-negotiable requirement for the process design is the definition of the required degree of part cleanliness. If you follow the principle "as clean as necessary", you will already have laid the corner stone for effective and economic cleaning. Nevertheless, cleanliness requirements may change or defects may be at hand despite diligent process specification. In this case, the necessary cleanliness should be re-determined, while at the same time ensuring that all departments involved take this definition of cleanliness as a starting point. This in turn presupposes an accurate problem description and target specification. Once the cleanliness values have been defined by mutual agreement, they will eventually provide the framework for future optimisation possibilities.
Classification: Organising the search grid
As aqueous parts cleaning constitutes an intricate, intermeshing system of different process parameters, optimisation possibilities should be searched for on the basis of clusters. A grouping based on the parameters "Parts, degree of contamination, detergent, temperature, systems and process engineering" is recommended, while the individual clusters should not be considered in an isolated manner, but also reciprocally.
Cluster 1: Component quality, material and contamination
Of crucial importance for the composition of a cleaning process are part quality, material and contamination. These parameters should therefore also play a fundamental role for the readjustment. Have there been changes to the range of parts or to the geometry? Is it still the same material that is being cleaned? Are parts still covered by a film or contaminated with particles or is a combination of both on hand? Has there been a change to the extent and composition of the contamination? If yes, how? Depending on the answers obtained, the search chain will unravel into several strands. If, for instance, the cleaning result of parts that are subject to film-type contamination is no longer adequate, this may be due to temperature, detergent or rinse water quality. If the cleaning result for parts that are subject to particle contamination is inadequate, the reliable removal of detached shavings and burrs will no longer be guaranteed. In this case, the "hardware", i.e. the cleaning chamber, filtration or the system to accommodate the parts should be carefully examined in addition to the entire rinsing process. It may be necessary to replace a filter or to post-clean the cleaning chamber. Likewise, positioning the workpieces in a different manner can avoid spray shadows or reduce the retention of detached particles and prevent recontamination.
Cluster 2: Cleaning agent / cleaning agent concentration
A flawed cleaning performance leads to a closer examination of the line of action "Detergents". Does the cleaning agent composition still match the type of contamination in accordance with the principle "Clean like with like"? Apart from the concentration, the cleaning agent composition possibly also no longer matches the requirements, so it can be necessary to adjust composition or dosage. The temperature of the cleaning agent should also be checked. Is the specified process heat sufficient or necessary? Can the same results also be achieved with a lesser energy supply? In some cases, running the cleaning process with a reduced energy input but a higher cycle time can prove to be a more economic solution.
As far as the quality of the cleaning agent is concerned, the bath service life recommended by the manufacturer should be observed. Plant operators are on the safe side if they install a bath care system. This system constantly monitors the cleaning bath and adds chemicals as needed, thus prolonging the service life and reducing set-up times and personnel costs. Water and energy consumption are also reduced. Retrofitting a spray set or a powerful pump to quickly empty the fluid tanks offers additional potential for optimisation. If the ingress of dirt has increased or the component to be cleaned has been considerably downsized, an extension of the fluid tanks and their cascaded arrangement will increase the reliability of cleaning.
Cluster 3: Systems engineering and methods
An investigation of systems engineering, methods and process sequence yields further variables that can be adjusted to rectify cleaning mistakes or to optimise the entire process. For instance, the cleaning agent performance can be clearly increased by purposefully combining mechanical operations such as spraying, flooding or spray-flooding, while also paying attention to temperature and time. If these phases follow each other in a scheduled manner, the influx of turbulences can be flexibly adjusted to the respective application and optimised. Concrete adaptations can be achieved through nozzle type and positioning, nozzle pressure, additional motion sequences of spray frame and basket receptacle system or the cycle time. This interaction can be further increased by the use of ultrasonic technology, which - depending on sound frequency, intensity and duration - is able to remove even stubborn dirt in a shorter period of time and using less energy, while being gentle on the material. The drying phase can yield further optimisation potential: in this phase too, an individual adaptation with regard to temperature, interval and duration can be determined.
Cluster 4: Machine units
The fourth strand of the search chain leads us to the machine units. In this area, wear parts such as pumps, filters and sensors should be thoroughly checked and where necessary replaced by more recent standards. In this manner, it is possible to rule out performance deficits and to achieve a cleaning machine behaviour that uses less resources. The oil separation, the dirtiest part of the machine, should in particular be subjected to regular control and maintenance. If the separated grease is going to be creamed, the oil discharge will not be sufficient and maintenance intervals need to be increased. Another point towards improving machine ecology is the insulation of fluid tank, machine housing and units on all sides. The energy efficient conduction of the air and water flow or the integration of heat exchangers offer further potential.
Subtle teachers: Recognising and correctly allocating errors
The optimising options mentioned above will unfold their full effect if cleaning problems are recognised in good time and allocated to the correct causes. But this is exactly where companies often lack the necessary routine and systematic approach. Overlapping error patterns in particular can lead to situations being incorrectly assessed or to wrong conclusions being drawn. One of the contributing factors towards this situation is the fact that so far, cleaning know-how is not acquired within the scope of professional training or in the course of academic studies, but is based on a series of empirical values gained at the company. It is therefore all the more important to methodically deal with any cleaning defects and to accurately document any little change. Continuous training courses provide the responsible employee with the necessary tools and are therefore a basic means of establishing and anchoring the know-how in the company. The manufacturers’ experienced application technicians and engineers can here act as a valuable bridge across which cleaning know-how is carried into the company. They can impart an important knowledge base by means of regular maintenance, advisory talks and training courses and act as project manager or head a systematic fault diagnostics if concrete fields of disruption are identified. This also requires thinking outside the box. That means that representatives from all relevant technical departments such as quality management, design engineering, production and sales, should be involved in the process and provided with the necessary information. This sometimes necessitates the willingness to walk down uncomfortable avenues and to build up the required in-house capacities. At the same time, close cooperation with the machine manufacturer offers the opportunity of always being up-to-date and able to arrange for the retrofitting of equipment to ensure an optimum cleaning performance.

Notes on the author:
Thomas Gutmann is Head of Customer Support and Member of the Board
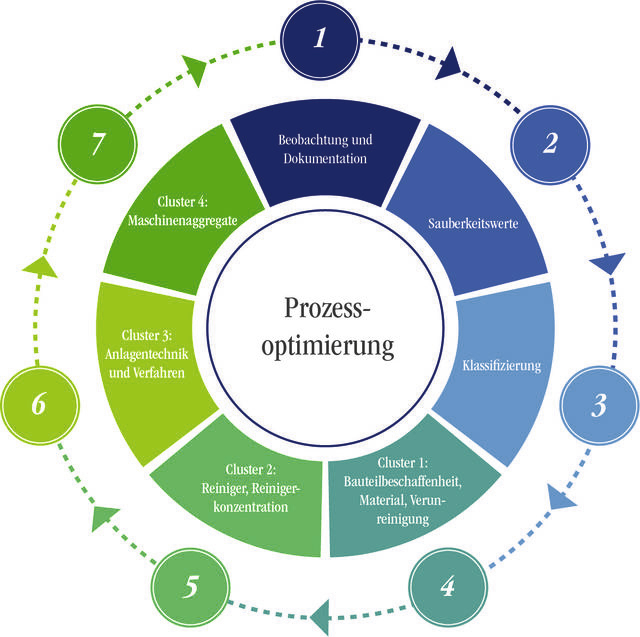
Eine systematische Prozessanalyse nach klassifiziertem Suchraster führt zu einer effektiven Prozessoptimierung in der wässrigen Teilereinigung.
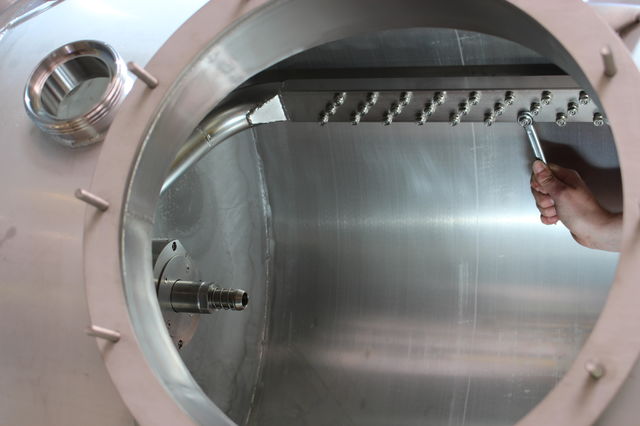
Adaptation of the nozzle angles and pump pressures can have a decisive effect on cleaning. If nozzles are adjusted in accordance with the requirements, the cleaning process can be optimised.

If problem analysis follows a systematic search grid, optimisation possibilities will be quickly found and effectively implemented.

Already defined parameters such as the sequence and duration of cleaning phases, process temperature and time should always be questioned. Often it is sufficient to use fewer resources.


Regular control and maintenance of the machine units plays an important role in process optimisation. If the cleaning machines are state-of-the-art, the key requirement for an operation that uses less resources is met.
back to last page
back to overview
