Fabrication additive sur titane : enjeux et défis
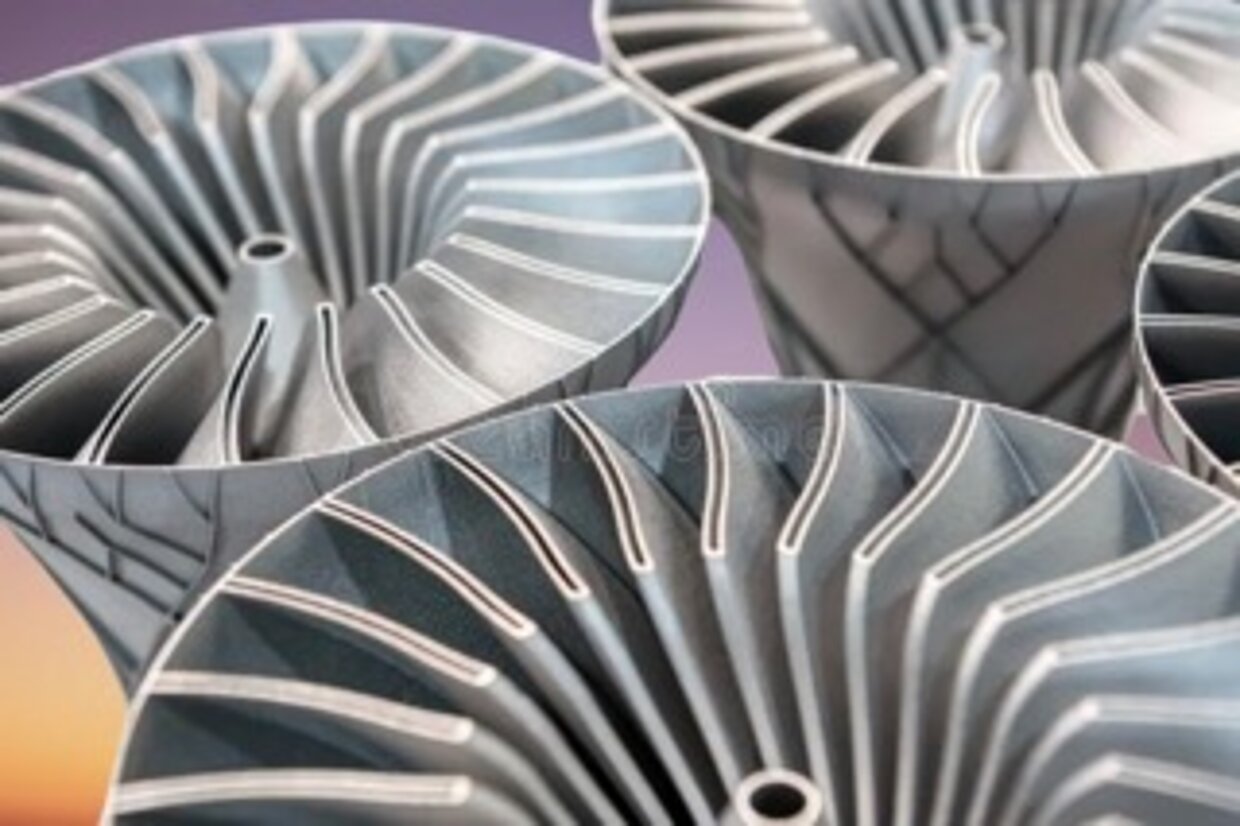
La fabrication additive (impression 3D) permet de réaliser des pièces au titane de géométrie très complexe, utilisées notamment en aéronautique et en médical. Cette technique (fusion sélective par laser, SLM/DMLS) façonne couche par couche des formes intriquées, comme des chambres internes et des canaux de refroidissement. Or, ces canules, trous borgnes internes piègent la poudre métallique résiduelle, ce qui complique le nettoyage des pièces. Par ailleurs, la présence de poudre libre compromet la qualité et les performances de la pièce, sans compter les risques pour la sécurité dans les applications critiques.
Risques liés à la poudre de titane
La poudre de titane résiduelle constitue un véritable danger. Très fine, cette poudre est dite explosive de classe 4 : elle peut s’enflammer sous l’effet d’une décharge électrostatique. Facilement aéroportée, elle présente aussi un risque d’inhalation. D’autre part, étant conductrice et abrasive, elle peut endommager les circuits de lubrification ou de refroidissement si elle n’est pas entièrement éliminée. Ces contraintes imposent un nettoyage extrêmement rigoureux de chaque pièce.La poudre de titane résiduelle constitue un véritable danger. Très fine, cette poudre est dite explosive de classe 4 : elle peut s’enflammer sous l’effet d’une décharge électrostatique. Facilement aéroportée, elle présente aussi un risque d’inhalation. D’autre part, étant conductrice et abrasive, elle peut endommager les circuits de lubrification ou de refroidissement si elle n’est pas entièrement éliminée. Ces contraintes imposent un nettoyage extrêmement rigoureux de chaque pièce.
Méthodes traditionnelles de nettoyage des pièces 3D
Plusieurs procédés de nettoyage « classiques » des pièces industrielles sont utilisés après impression 3D métallique, mais ils ont leurs limites pour les géométries très complexes .
- Trempage dans l’IPA (alcool isopropylique) :
la pièce est immergée dans un solvant (IPA) pour dissoudre et déloger certaines particules. Cette méthode peut éliminer un certain niveau de particules, mais son efficacité décroît avec la complexité de la pièce. De plus, l’IPA est inflammable et son élimination pose des contraintes réglementaires. - Dégraissage à la vapeur :
un solvant amené à ébullition pour générer de la vapeur qui dégraisse la surface. Ce procédé demande du matériel spécialisé et les solvants utilisés sont souvent soumis à des restrictions environnementales et sanitaires (réglementation EPA).
- Nettoyage par ultrasons :
la pièce est plongée dans un bain à ultrasons. Les ondes ultrasonores génèrent des microbulles qui implosent sur la surface et détachent les résidus. Ce procédé (combinant chimie et mécanique) est efficace pour beaucoup de particules de surface, mais, pour les pièces à canaux internes de très faible diamètre, il laisse souvent de la poudre piégée et ne sèche pas aussi facilement qu’un solvant.
Dans l’ensemble, ces méthodes « acceptables » n’atteignent pas toujours le niveau de propreté exigé pour les pièces critiques, notamment lorsqu’il s’agit d’éliminer toute la poudre métallique résiduelle.
L’avis de MAFAC France :
Le nettoyage des pièces industrielles 3D en titane est un enjeu critique pour la propreté particulaire et filmique des pièces industrielles, et les méthodes classiques ne garantissent pas un niveau de sécurité et de qualité suffisant. Seule une technologie de lavage de pièces industrielles qui fait appel au vide ou pression/dépression associée à des ultrasons permet d’atteindre un niveau de propreté jusque-là inaccessible, tout en améliorant la sécurité et la productivité.